




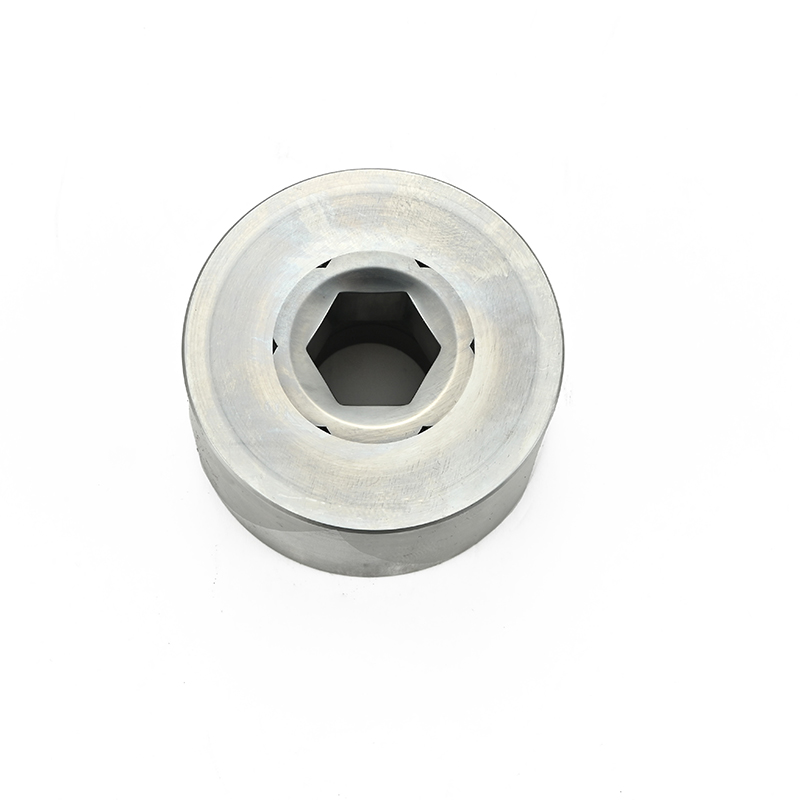


Noyau de matrice hexagonal intégré
| Article | Paramètre |
| Lieu d'origine | Canton, Chine |
| Marque | Nisun |
| Matériel | VA80, VA90, KG6, KG5, ST7, ST6, CARBURE |
| Technologie | CAD, CAM, WEDM, CNC, traitement thermique sous vide, 2.5-test dimensionnel (projecteur), testeur de dureté, etc.(HRC/HT) |
| Heure de livraison | 7-15 jours |
| OEM et ODM | 1PCS Acceptable |
| Taille | Taille personnalisée |
| Emballage | PP + petite boîte et carton |
Filière carbure :
1. Trou droit meurt
2.Matrices d'extrusion
3. Matrices hexagonales segmentées
4. Cutter et couteau
5. Meurt personnalisé
Les matrices segmentées peuvent être fournies sous forme d'inserts ou d'assemblages complets de matrices en carbure de tungstène ou en aciers spéciaux.Les avantages des lames segmentées interchangeables pour prolonger la durée de vie de l'outil ont été largement reconnus.Tous les outils sont certifiés avant d'être envoyés aux clients.
En tant qu'entreprise efficace et à croissance rapide, Nisun s'engage activement à fournir des moules segmentés hexagonaux exclusifs.Les produits fournis sont largement acclamés dans le monde entier pour leur meilleure qualité et leur installation facile.Ces moules sont fabriqués par des professionnels innovants et une technologie de pointe, et sont utilisés pour fabriquer différents types de fixations dans différentes industries.De plus, nous pouvons également fournir des produits de différentes tailles selon les besoins du client.
1. Sélectionnez le matériau et la taille de l'acier au tungstène pour que les vis ou les écrous soient correctement moulés.
2.En fonction de la différence de difficulté de formage, de la taille, de la longueur des vis et des écrous, la structure de la matrice doit être conçue de manière raisonnable, les moules multi-stations et à écrous doivent être attribués sur une base raisonnable de la déformation bouleversante et des temps de formage.
3. Le moule a un savoir-faire raffiné, une taille précise, un diamètre d'alésage pour correspondre aux exigences de finition du miroir.
4. Marge de distribution de tension d'interférence, choisissez la taille de cône d'alliage appropriée.
5. Le manchon en acier Shell doit être rigide et bien chauffé, et la plage de dureté après le traitement thermique sous vide doit être comprise entre 45 ℃ et 48 ℃.
6. Gardez l'alésage de la matrice et la surface du fil propres et lisses, le fil étiré à froid doit être cloué fermement après le recuit à la boule.
7. Nous utilisons une meule diamantée pour broyer le cycle et la fin du tungstène.





